- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

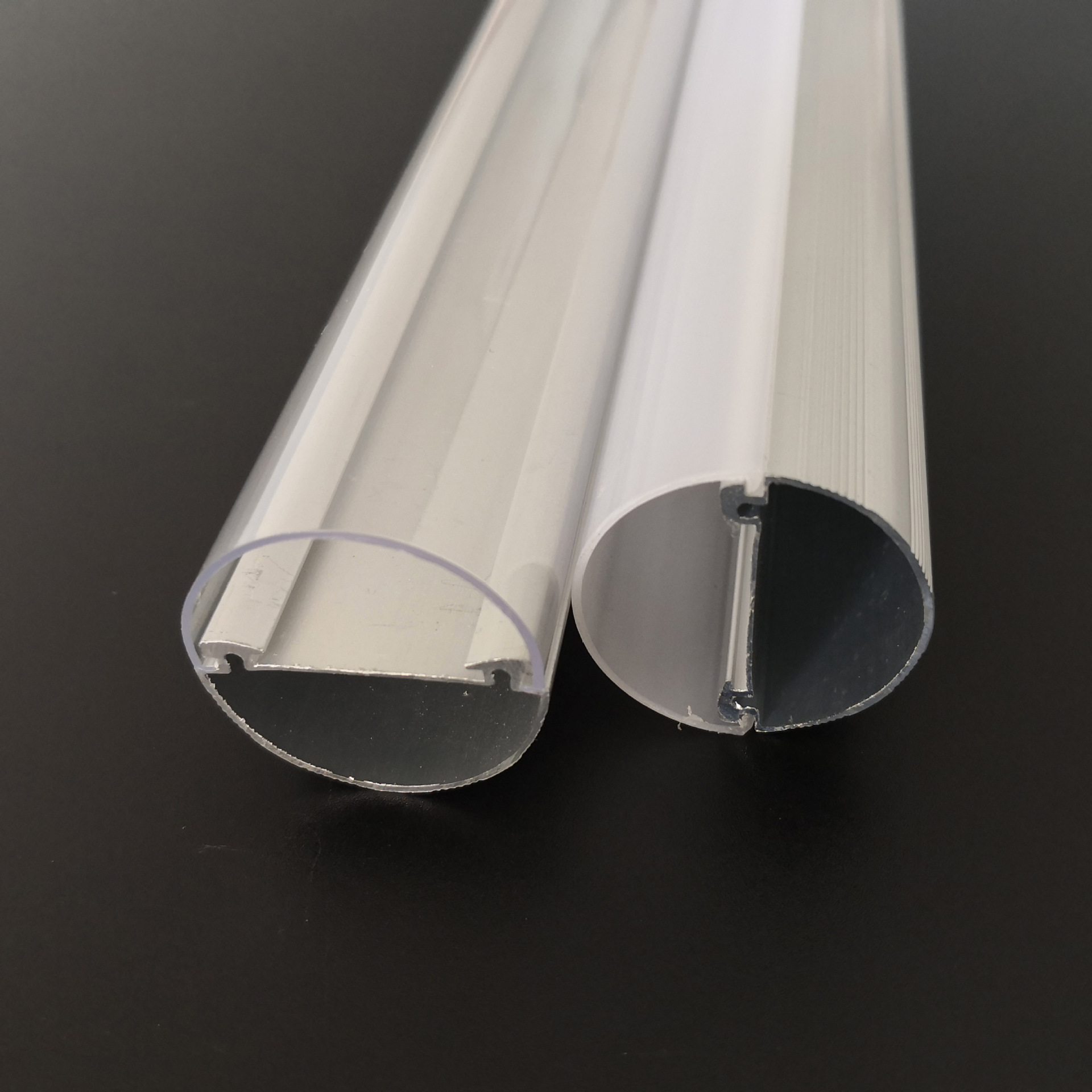
पीसी एक्सट्रूज़न उत्पादन में अनुभव
सावधानियां:
1. जब इंजेक्शन का दबाव अधिक हो, ट्यूब में तापमान बहुत अधिक है या निवास का समय लंबा है, थर्मल अपघटन, मलिनकिरण और कम भौतिक गुणों का कारण बनना आसान है। यह ध्यान दिया जाना चाहिए कि मोल्ड का तापमान 85°C~120°C है। (1) 0.02% से नीचे नमी को नियंत्रित करें; (2) 4 घंटे के लिए 120 डिग्री सेल्सियस पर सुखाएं, और 150 डिग्री सेल्सियस से अधिक न हो।
2. मोटे तैयार उत्पादों को बनाना विशेष रूप से कठिन है, क्योंकि तैयार उत्पादों में अवशिष्ट तनाव का खतरा होता है, जो भविष्य में दरारें पैदा करेगा, इसलिए तरल रिलीज एजेंट के बजाय पाउडर सिलिकॉन को रिलीज एजेंट के रूप में उपयोग करना बेहतर है।
3. फॉर्मिंग के लिए उच्च तापमान और उच्च दबाव की आवश्यकता होती है, और स्क्रू प्रकार के फॉर्मिंग शटल का उपयोग किया जाना चाहिए।
4. उपयोग से पहले सामग्री पूरी तरह सूख जानी चाहिए।
5. गेट और रनर डिज़ाइन में छोटा प्रवाह प्रतिरोध होना चाहिए।
6. ढाले गए उत्पाद को दीवार के करीब की मोटाई के साथ डिज़ाइन किया जाना चाहिए, और धातु के हिस्सों से बचना चाहिए। इसके अलावा, प्रत्यावर्तन ढलान 2° से ऊपर होना चाहिए।
7. मोल्डिंग सिकुड़न दर 0.4%~0.7%, विशिष्ट गुरुत्व 1.2~1.5।
8. हीटिंग तापमान 230 ~ 310 ℃, मोल्ड तापमान 80120 ℃, सामग्री ट्यूब तापमान 260 ~ 310 ℃, इजेक्शन सामग्री तापमान 280 ~ 320 ℃, इंजेक्शन दबाव 800 ~ 1500 किग्रा / सेमी 2, न्यूनतम ऑपरेशन तापमान 260 डिग्री सेल्सियस।
9. एक डीह्यूमिडिफाइंग ड्रायर का उपयोग करें, सुखाने का तापमान 105 ~ 120 डिग्री सेल्सियस (0.02 ~ 0.03% से नीचे) है, इसमें 24 घंटे लगते हैं, सामग्री पाइप के पहले खंड का तापमान 260 ~ 270 डिग्री सेल्सियस है; दूसरा खंड 260~270°C है; तीसरा खंड पहला चरण 240~250°C है; चौथा चरण 220~230°C है; मोल्ड की सतह का तापमान 40~60°C है। तापमान सेटिंग: नोजल 230~300℃, सामने का भाग 260~280℃, मध्य भाग 265~275℃, पिछला भाग 250~270℃; पेंच गति 40~160आरपीएम, मोल्ड तापमान 80^120℃, इंजेक्शन दबाव 1000~1400 किग्रा/सेमी2, पिछला दबाव 5-15 किग्रा, पेंच संपीड़न अनुपात 2.4, एल/डी 15~24।
जेई चीन में एक पेशेवर पीसी एक्सट्रूज़न निर्माता है,
अधिक पीसी एक्सट्रूज़न उत्पादों के लिए, कृपया देखें: www.jeledprofile.com
आप भी संपर्क कर सकते हैं: sales@jeledprofile.com
फ़ोन/व्हाट्सएप/वीचैट: 0086 13427851163
जांच भेजें



X
हम आपको बेहतर ब्राउज़िंग अनुभव प्रदान करने, साइट ट्रैफ़िक का विश्लेषण करने और सामग्री को वैयक्तिकृत करने के लिए कुकीज़ का उपयोग करते हैं। इस साइट का उपयोग करके, आप कुकीज़ के हमारे उपयोग से सहमत हैं।
गोपनीयता नीति